TYPICAL WELD JOINTS
Sketches of Most Common Weld Joints
The selection of the proper joint type and weld type is the essence of good weld design and engineering. Factors such as base metal preparation, joint access, weld distortion, overall strength, fatigue performance, and corrosion resistance amongst other related factors must meet the safety and service conditions for their given application. Ultimately cost and the ability of the selected joint design to meet in-service requirements dictates what is used.
5 BASIC WELDING JOINTS TYPES
Welding joints fit into 5 basic welding joint types
Butt Joint
T-Joint
Corner Joint
Edge Joint
Lap Joint
Groove and/or Fillet welds are used to join these types of welding joints.

COMPLETE PENETRATION JOINTS (CJP)
A CJP or Complete Joint Penetration weld is a weld in which the weld metal extends through the full thickness of the base material being welded.
PARTIAL PENETRATION JOINTS (PJP)
A PJP or Partial Joint Penetration weld is a weld in which the weld metal does not reach the full thickness of the base material being welded but instead extends only through a portion of it.
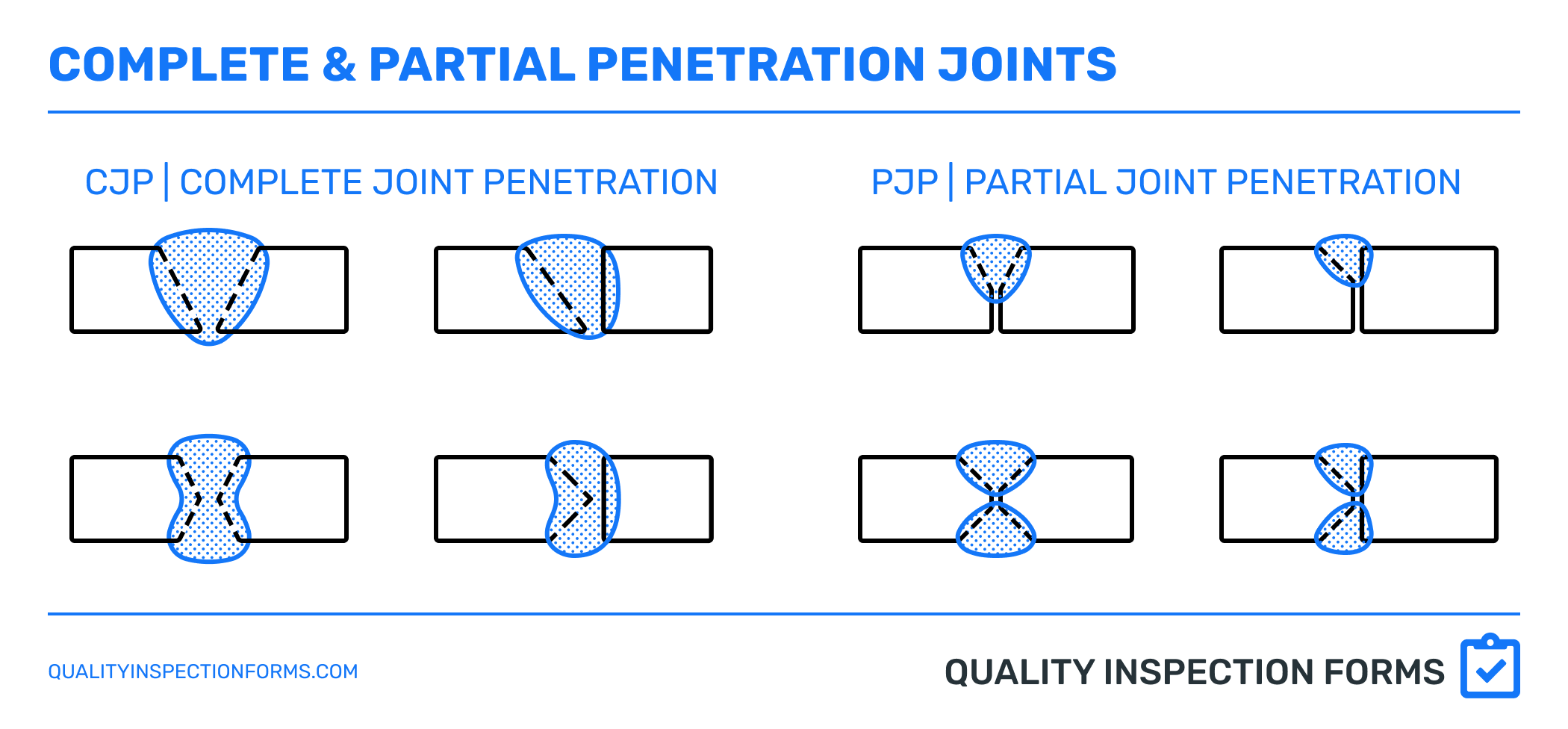
Omitting the depth of bevel and groove weld size dimensions from groove welding symbols requires complete joint penetration.
GROOVE WELD TYPES
Groove welds are most commonly applied to butt joints and consist of the following common types
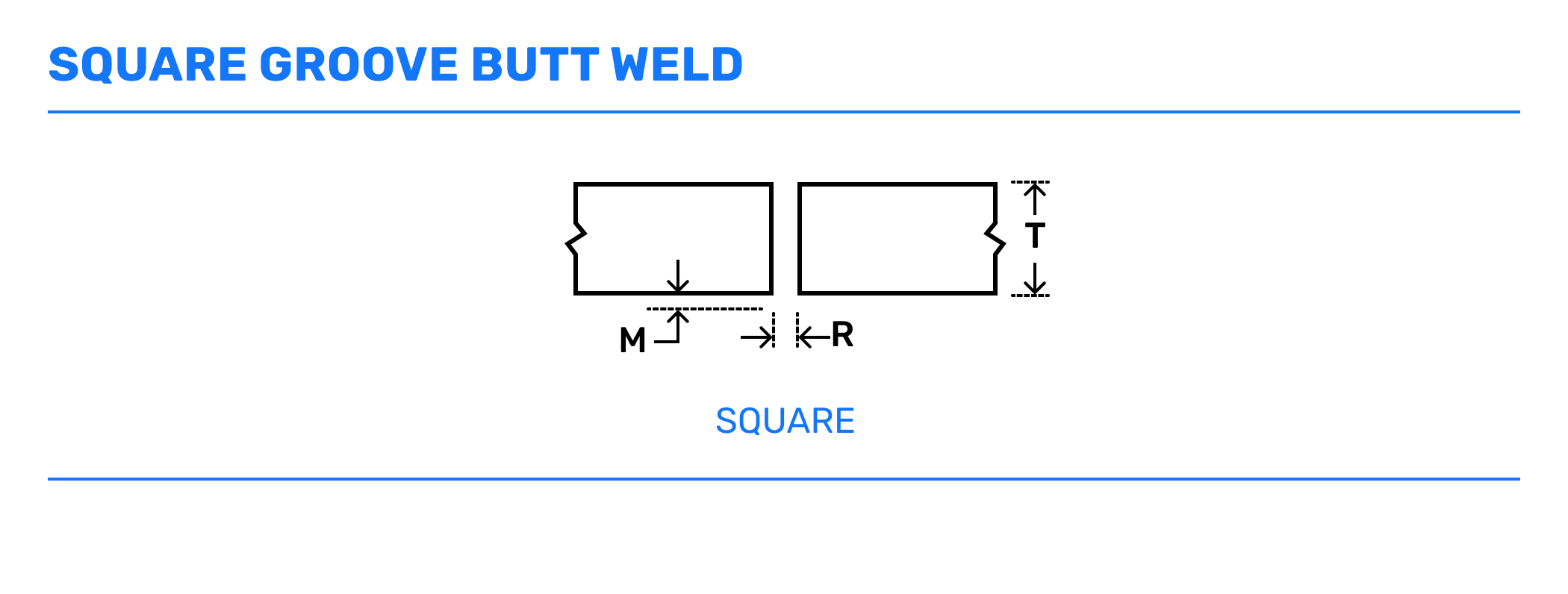
Square
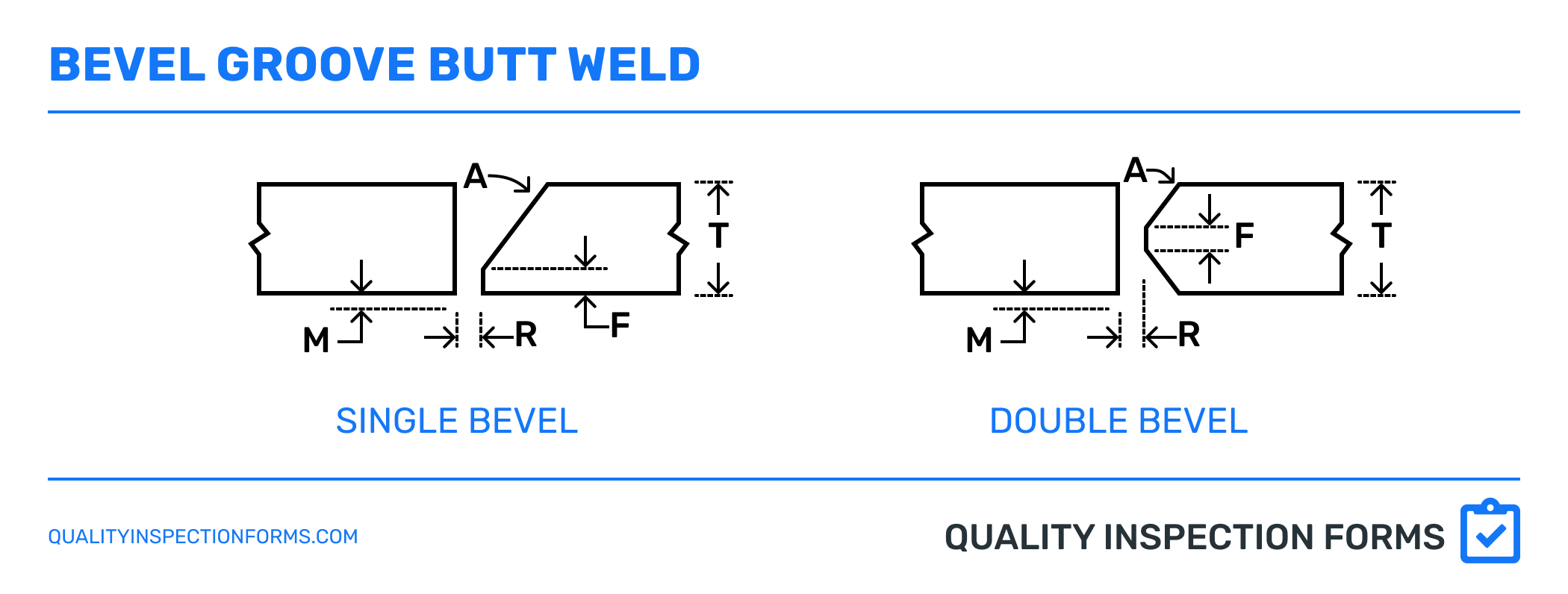
Single Bevel
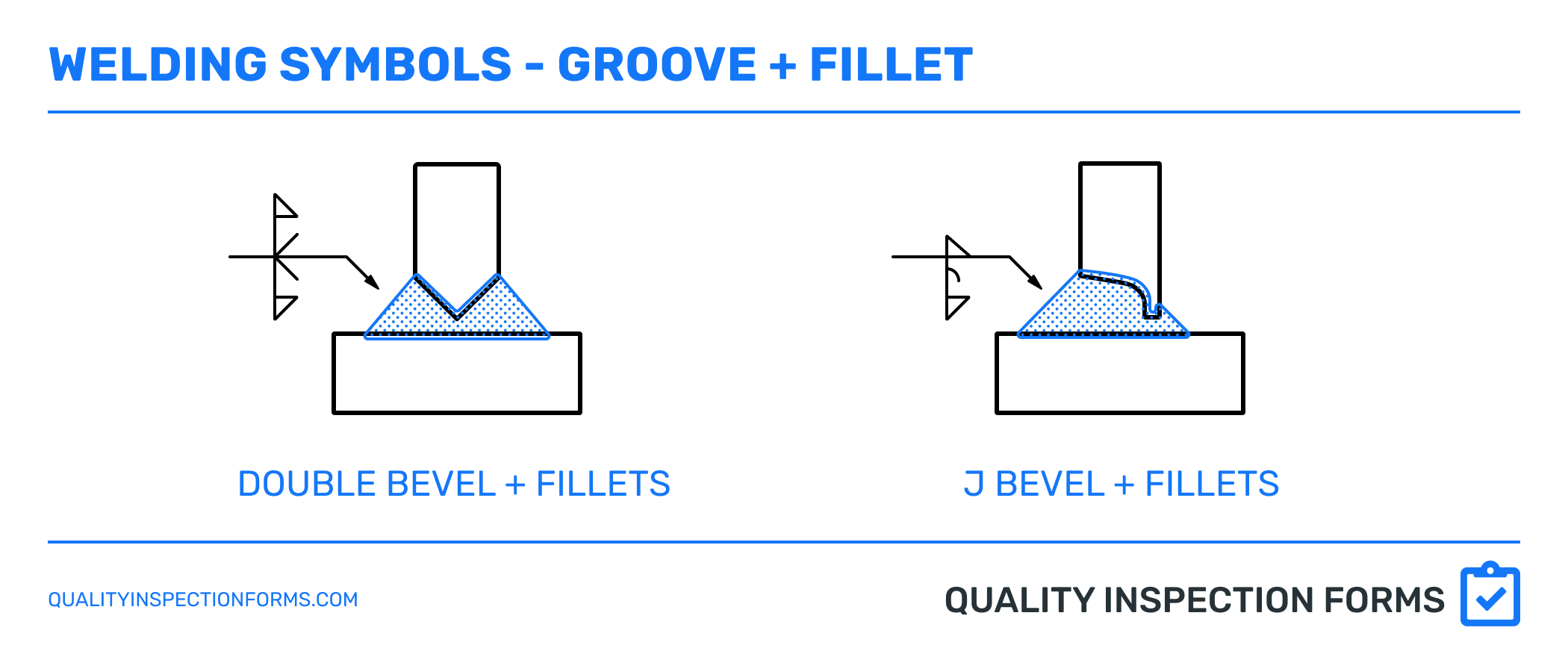
Double Bevel
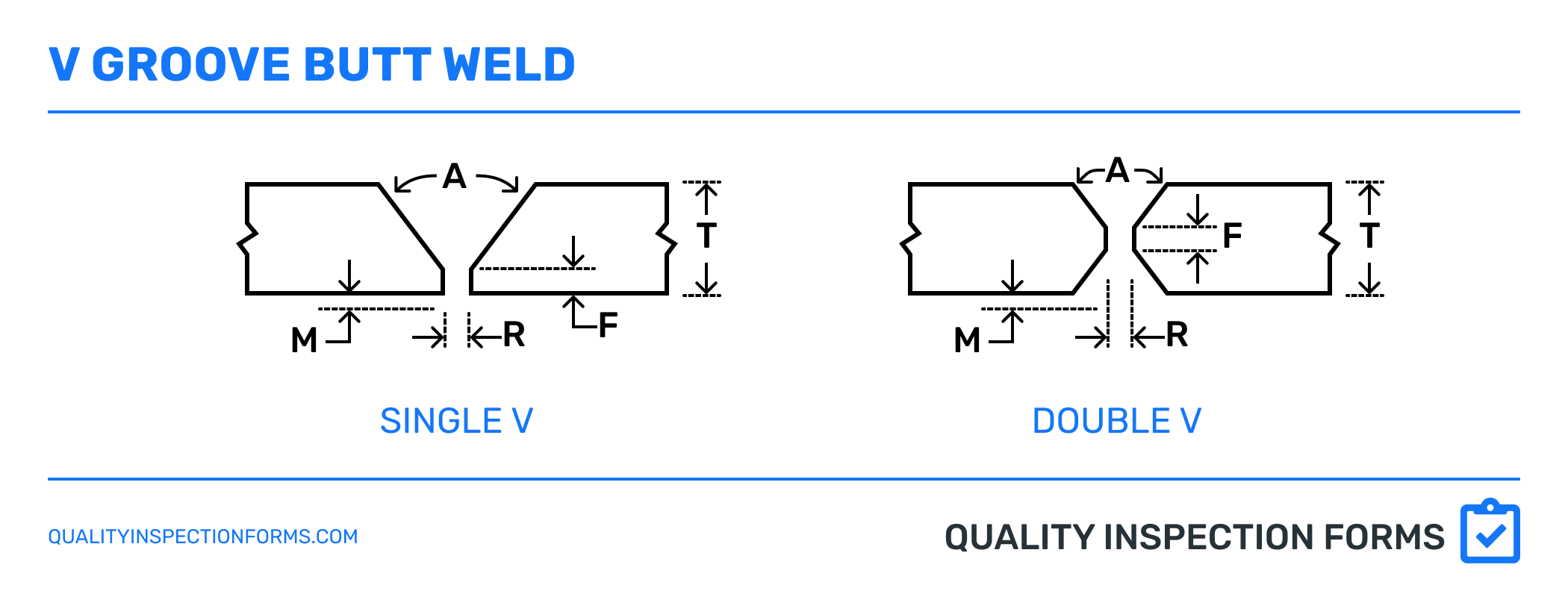
Single V
Double V
Single J
Double J
Single U
Double U
SQUARE GROOVE WELD JOINT
BEVEL GROOVE WELD JOINT
V GROOVE WELD JOINT
J GROOVE WELD JOINT

U GROOVE WELD JOINT

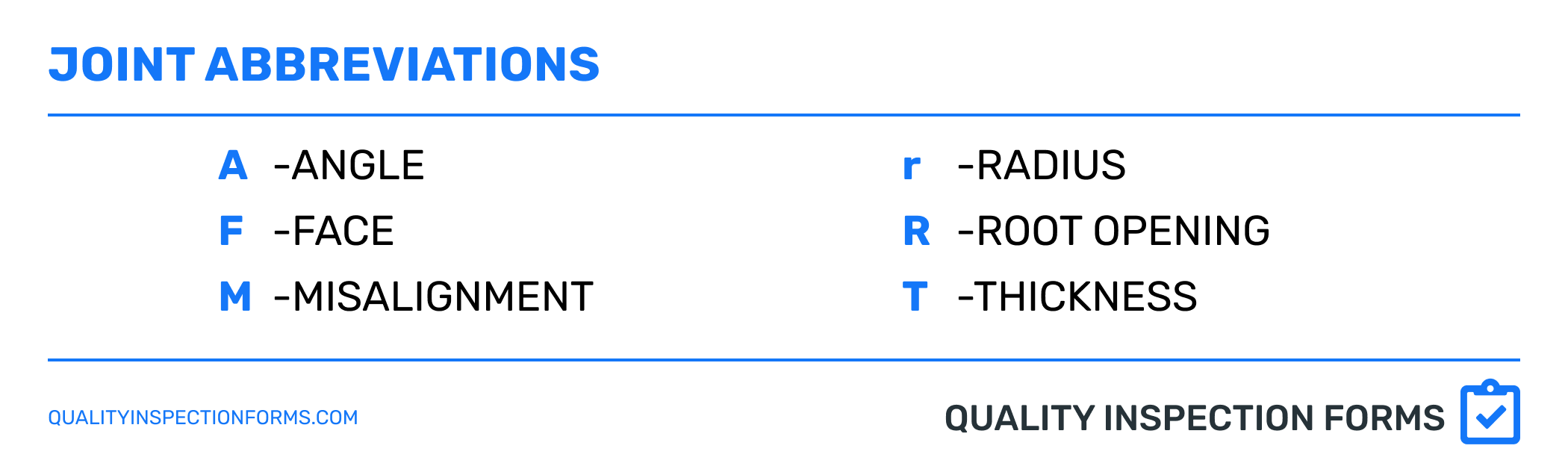
JOINT ABBREVIATIONS
FILLET WELDS
Fillet welds are used to join Corner, T, and Lap joints. Fillet welds are typically more economical than groove welds due to less edge preparation and easier fit-up in weld sizes smaller than 5/8” in size.
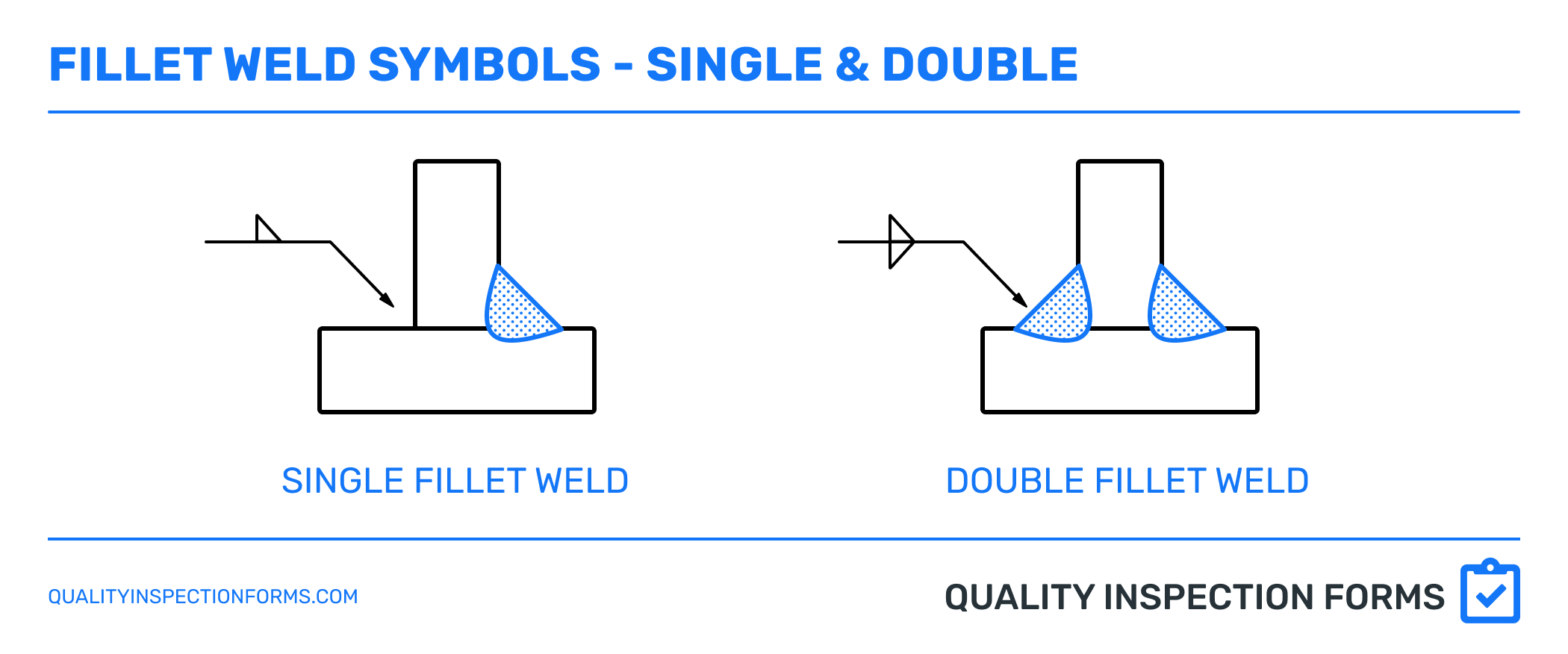
Single-sided fillet welds should not be used where the design cannot tolerate bending, impact or rotational forces, as this condition may allow the notch toughness of the weld to be exceeded and weld failure to result. Smaller double fillet welds are preferred to a large single fillet weld. Fillet welds can be combined with complete and partial penetration groove welds.
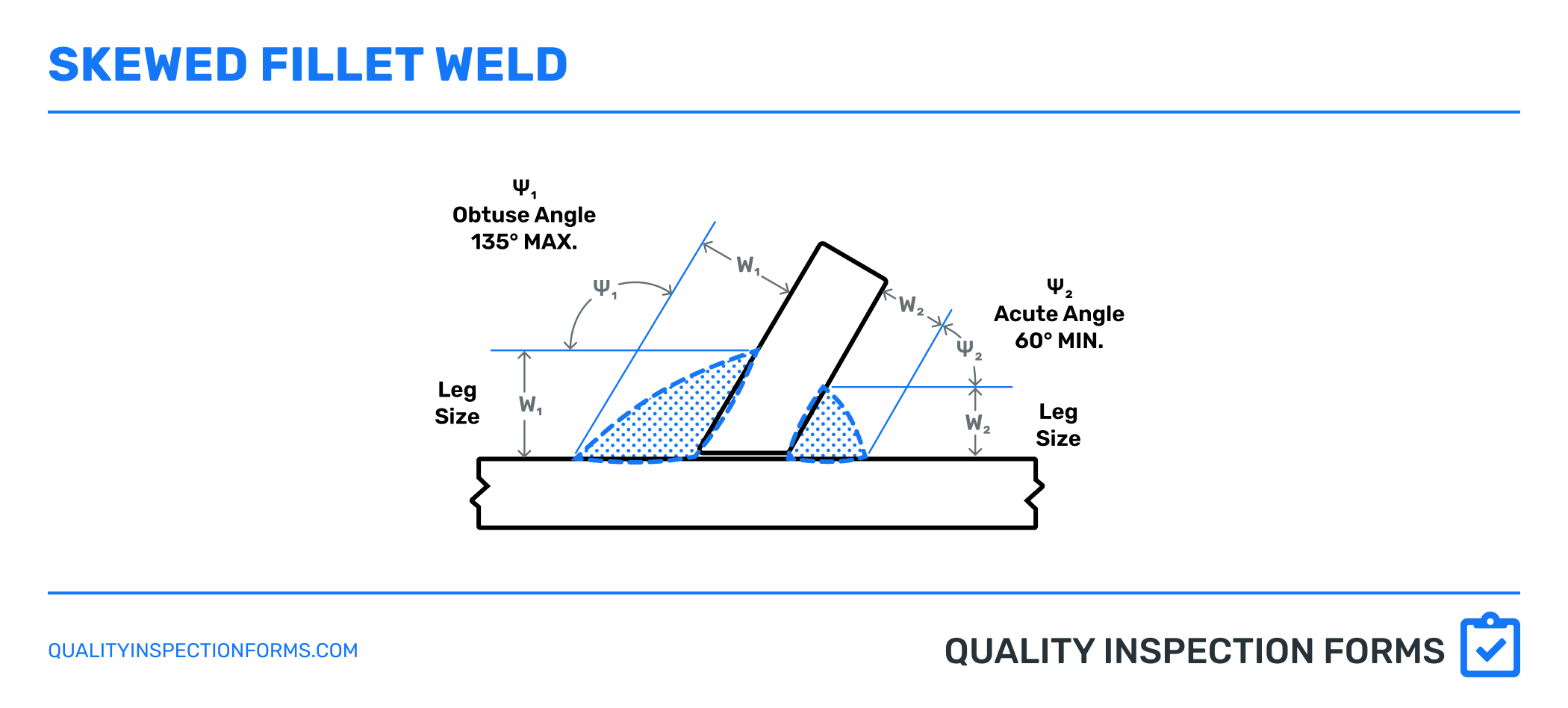
SKEWED FILLET WELDS
Fillet welds may be used in skewed T or corner joints having a dihedral angle between 60 and 135 degrees. Beyond these limits, these welds are considered partial joint penetration groove welds.
The sizing of skewed fillet welds require a weld inspection gauge designed for that specific purpose. Standard right-angle fillet welds use a standard fillet weld gauge for inspection of their leg length and throat.