

16 Sections of a PQR
ASME Section IX PQR
What Is a PQR?
PQR is an abbreviation for Procedure Qualification Record. The PQR is a record of the welding variables which were used during the original qualification of the test coupon. The PQR also includes the destructive testing of that coupon which validates that acceptable mechanical properties were achieved as a result of the process parameters used. Once a PQR has passed the testing requirements it can then be used to write a WPS.
Refer to Section IX QG-102, and QW-200.2 for more details.
What is the Purpose of the PQR?
The purpose of the procedure qualification test is to establish and demonstrate that the proposed joining process is capable of producing the required mechanical properties for the intended application. The PQR is not intended to test the skill of the personnel running the PQR test, as that is the purpose of the welder performance test documented on a WPQ. Throughout Section IX and other welding codes it is important to keep “procedure” and “performance” requirements separated as they can and will have differing essential variables and objectives.
The PQR is a historical record that should not be actively revised except for the correction of typographical errors or rare occasions where the welding code adjusts variables applicable to the PQR. As a historical record the variables recorded on the PQR are the actual values or “actuals” of what was used to run the PQR coupon as compared to the WPS where ranges are listed based on the PQR.
Refer to Section IX QG-102, and QW-200.2 for more details.
What is Included on a PQR?
As a minimum, the PQR shall document the essential variables for the applicable process(es) used on the procedure qualification test, and the results of the required tests. When the PQR successfully passes the required testing it can then be used as the foundation to writing a WPS (Welding Procedure Specification).
When toughness testing is required for qualification of the procedure specification, the applicable supplementary essential variables shall be recorded for each process.
Refer to Section IX QG-102, and QW-200.2 for more details.
PQR Contents
The following is the table of contents for the PQR form QW-483 and the rest of this article.
PQR Header and General Section
QW-402 Joints
QW-403 Base Metals
QW-404 Filler Metals
QW-405 Position
QW-406 Preheat
QW-407 PWHT
QW-408 Gas
QW-409 Electrical Characteristics
QW-410 Technique
QW-150 Tensile Test
QW-160 Guided-Bend Tests
QW-170 Toughness Tests
QW-180 Fillet-Weld Tests
Other Tests
Certification and Signature
PQR Header General Section

Organization
Name of the qualifying organization
See QG-106.1 for organizational responsibilities
Companies can utilize PQR’s from companies acquired through mergers or acquisitions.
See QG-107 for handling use of PQR’s obtained through Ownership Transfers
PQR No.
Give the PQR a unique number or title
Keep the PQR number to a reasonable length
It is best practice if the PQR number includes information that reveals the contents of the PQR
Welding Process(es)
List the welding process or processes used on the PQR
It is common to have one or two weld processes on a single PQR, in some less common cases three or more may be used.
2 Process example: GTAW root and hot pass, FCAW for balance
3 Process example: GTAW root or 1st pass, FCAW for hot pass, and SAW for fill and cap
WPS No.
This connects the PQR to the WPS it is supporting
The WPS also has a field that refers to the PQR or PQR’s supporting the WPS
Type(s)
This refers to the welding process type, with the options being manual, semi-automatic, automatic, or machine
Date
This is the date of when the PQR was run or conducted
There is also a date on the bottom of the second page of the PQR for when the company representative certifies the PQR by their signature.
2. QW-402 Joints

Joint Design
State the joint design or joint type that was used for the PQR, other details included in other fields
Joint Configuration details
Root opening, Joint Angle, Face or Land, Misalignment (For groove welds)
Backing
It is important to detail the backing of each process used. Depending on how the form is set up place the weld process in the corresponding field of “Backing Yes” or “Backing No”
An open root process is recorded as Backing “No”
If Backing was used or a second process is involved on top of a first it is recorded as Backing “Yes”
Joint Sketch
Sketch the joint configuration with the bead sequence by weld layers
Record the deposition thickness of the filler metal(s) and record in QW-404
3. QW-403 Base Metals
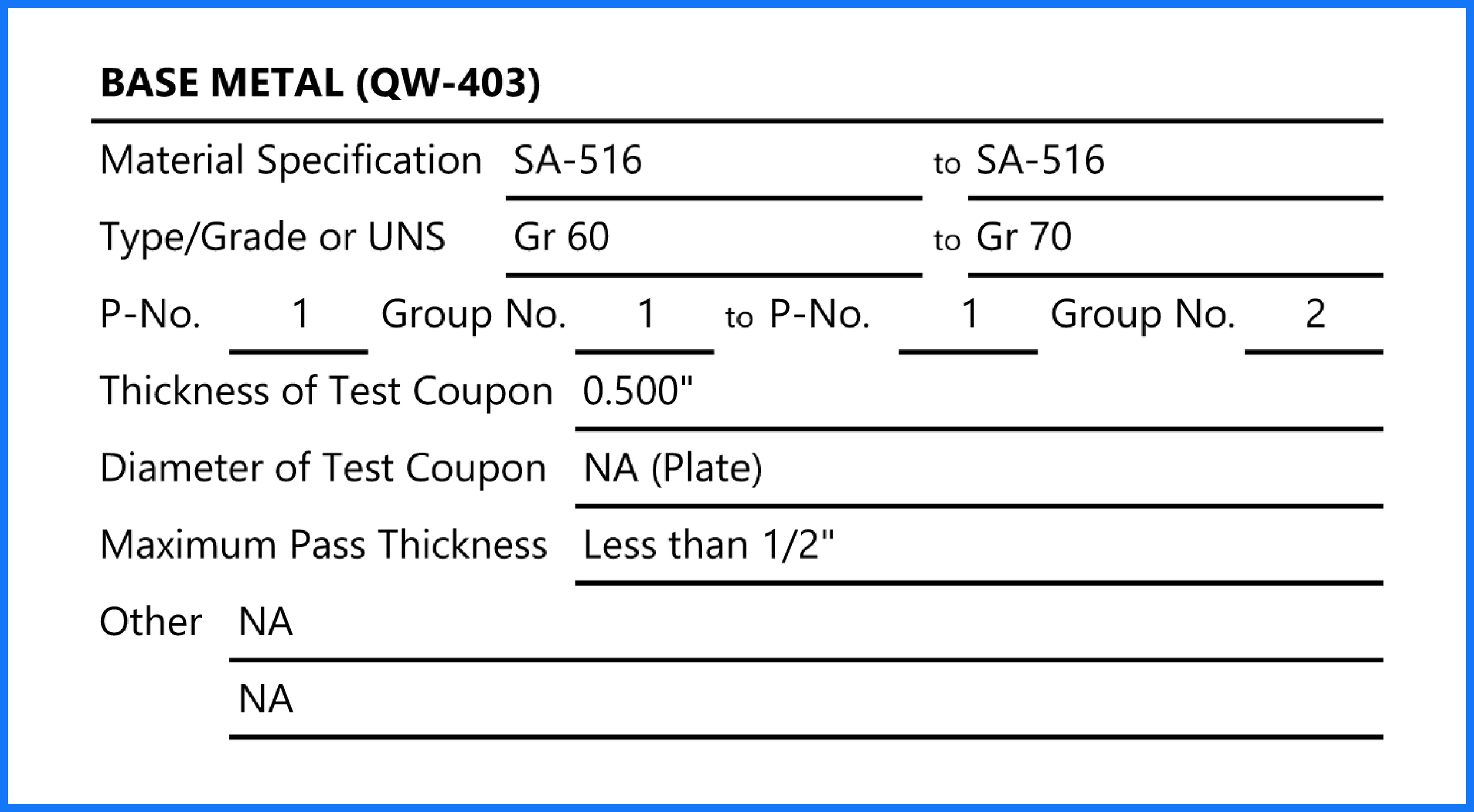
Plate vs Pipe
QW-211 Qualification in plate also qualifies pipe and vice versa
Material Specification and Type
Record the material, by its specification and Type or Grade. This supports proper identification of the P-Number and Group Number.
Some materials may be best defined by their UNS Number (Unified Numbering System) so it is provided as an option
P-Number
Record the P-Number for the Base Metal used
Utilize Section IX Table QW-422 to determine the P-Number
Other resources would include
pnumbers.com searchable web page of P-Numbers
Blog article ASME P-Numbers
Group Number
Record the Group Number in addition to the P-Number
It is critical in toughness or supplementary testing applications that the Group Number is recorded
Thickness (Base Metal Thickness = “T” & Filler Metal Thickness = “t”)
The thickness of the PQR coupon needs to be recorded
The nominal material thickness is common practice, but a caliper measured thickness may also be used
Filler metal deposit thickness is recorded in QW-404 Filler Metals
Diameter
Diameter is used for piping materials
Max Pass Thickness
Section IX places restrictions on deposition thickness in excess of 1/2”, so it is important to document if the PQR is above or below that threshold
4. QW-404 Filler Metals

Specification
Include the specification from the filler metal used
Refer to Welding Filler Metal Specifications for more information
Classification
Include the classification from the filler metal used, include the full classification
Refer to Welding Filler Metal Classifications for more information
F-Number
Record the F-Number for the Filler Metal used
Utilize Section IX Table QW-432 to determine the F-Number
Other resources include
fnumbers.com searchable web page of filler metals and F-Numbers
Blog article ASME F-Numbers
A-Number
Record the A-Number for the Filler Metal used
Utilize Section IX Table QW-442 to determine the F-Number
Other resources include
fnumbers.com searchable web page of filler metals and A-Numbers
Blog article ASME A-Numbers
Filler Metal Product Form
Filler metal product forms are found in QW-404.23 and include
Bare (solid or metal cored)
Flux cored
Flux coated (solid or metal cored)
powder
Electrode Flux Classification
Applies to Submerged Arc Welding (SAW)
See QW404.35 regarding the flux wire classification used
Flux Type
Applies to Submerged Arc Welding (SAW)
See QW404.34 regarding Flux Type used
Flux Trade Name
Applies to Submerged Arc Welding (SAW)
Flux formulas are proprietary between manufacturers, so it is critical that this information be recorded
Weld Metal Thickness
Record the thickness of the weld filler metal deposited by each weld process involved
For applications such as E6010 & E7018, it is recommended to record each classification individually as the WPS needs to differentiate between the E6010 / F3 without backing, and the E7018 / F4 with backing.
Other
Used for random information related to the filler metal
When Submerged Arc Welding (SAW) is used, this field can be used for “Recrushed Slag”
See QW404.36 for requirements addressing if recrushed slag is used during qualification
5. QW-405 Positions

Position
Record the position of the PQR coupon as it was welded during qualification
See QW-120 for details on Test Positions for Groove welds
See QW-130 for details on Test Positions for Fillet welds
See QW-461.3 for test positions of Groove welds in Plate
See QW-461.4 for test positions of Groove welds in Pipe
Welding Progression
Record the progression used during the qualification
In some cases the root can be in a different direction from the balance so record each process individually if they are different
6. QW-406 Preheat

Preheat Temperature
Record the preheat temperature
Interpass Temperature
It is best practice to record the interpass temperature between each pass, and only record the max interpass temperature on the PQR
7. QW-407 PWHT

PWHT Temperature
Record the range of minimum and maximum temperatures of the PWHT during the holding time period
Holding Time
Record the holding time of the PWHT temperature representing the duration of the start to stop of the target temperature
Other
Use this space to include ramp rates, ramp thresholds, or other details related to the PWHT
8. QW-408 Gas

Record the gas type, mixture and flow rate for each applicable gas type listed in this section
Shielding Gas
Record the shielding gas individually for each applicable gas shielded weld process
Trailing Gas
When applicable trailing gas is applied in the trailing portion of the weld puddle protecting the weld from oxidation as it cools. This is normally only used in high alloy applications such as titanium.
Backing Gas
Backing gas is applied from the opposite side from where welding is taking place. Flow rate or in some cases oxygen purity is recorded for this variable.
9. QW-409 Electrical Characteristics

Current and Polarity
DCEP - Direct Current Electrode Positive (aka Reverse or Reverse Polarity)
DCEN - Direct Current Electrode Negative (aka Straight or Straight Polarity)
AC - Alternating Current
Amperage
Record the amperage for each pass, and record the min and max of the range
Voltage
Record the voltage for each pass, and record the min and max of the range
Pulsing
If pulsing is used record the details of the pulsing program. Pulsing is only a required variable for GTAW, but there are benefits for including it if used on the PQR to provide proper parameters for the WPS.
Wire Feed Speed
Record the WFS for each pass, and record the min and max of the range
Mode of Metal Transfer
This field only applies to GMAW/FCAW, see QW-409.32 for more information
Tungsten
Record the size and type of tungsten used during qualification. This is a Non-essential variable so adjustments to this variable can be made without re-qualification.
Heat Input
When supplementary testing is to be applied record the variables that are required for calculating the Heat Input
With some more modern equipment heat input can be determined through instantaneous energy or power, details and formulas are provided in Section IX QW-409.1

10. QW-410 Technique

Travel Speed
Record the travel speed for each pass, and record the min and max of the range
Stringer or Weave
Record if stringers, weaving, or both were used on the PQR. This variable can be influential in heat input applications.
Oscillation
Oscillation only applies to machine or automatic welding (weave applies to manual welding)
Single or Multi Pass
Identify if the PQR employed a single or multiple passes per side, see QW-410.9
Single or Multiple Electrodes
Identify if the PQR employed one or more than one electrodes. If more than one provide the specific amount
Back Gouge Method

11. QW-150 Tensile Test

QW-151 refers to Figures of Tension Tests see Figure QW-462.1(a) through Figure QW-462.1(e)
Reduced Sections for Tensile Tests
QW-151.1 Plate Reduced Sections
QW-151.2 Pipe Reduced Sections
QW151.3 Turned (round) Specimens
QW-152 Tension Test Procedure
QW-153 Tension Test Acceptance Criteria

12. QW-160 Guided-Bend Tests

QW-161 Specimens for Guided Bend Tests
Types of Guided Bend Tests
QW-161.1 Transverse Side Bends
QW-161.2 Transverse Face Bends
QW-161.3 Transverse Root Bends
QW-161.4 Subsize Transverse Face and Root Bends
QW-161.5 Longitudinal Bend Tests
QW-161.6 Longitudinal Face Bends
QW-161.7 Longitudinal Root Bends
QW-162 Guided Bend Test Procedure
QW-163 Acceptance Criteria for Bend Tests
13. QW-170 Toughness Tests

QW-170 Toughness Tests
QW-171 Charpy V-Notch Tests
QW-172 Drop Weight Toughness Tests
14. QW-180 Fillet-Weld Tests

QW-180 Fillet Weld Tests
QW-181 Procedure Qualification Specimens
15. Other Tests

For any other tests performed on the PQR coupon should be contained or referenced in this section
Some tests which have lengthy reports can be referenced by their report number, with the report then attached to the back of the PQR
Include what company performed the tests for the PQR
16. Certification and Signature

Include identifying information about the welder who performed the welding of the PQR
Keep Social Security Numbers off of the PQR
Include the typed name, as well as the signature of the organization’s certifying individual, typically the welding engineer or quality manager for the company. In the case of some smaller companies the manager or owner of the company may sign the PQR.
Refer to QW-201 for the Organizational Responsibility to certify the PQR